




機械制造業中有鑄造、鍛造、沖壓、熱處理、焊接、切削加工和機械裝配等自動線,也有包括不同性質的工序,如毛坯制造、加工、裝配、檢驗和包裝等的綜合自動線。

切削加工自動線在機械制造業中發展最快、應用最廣。主要有:用于加工箱體、殼體、雜類等零件的組合機床自動線;用于加工軸類、盤環類等零件的,由通用、專門化或專用自動機床組成的自動線;旋轉體加工自動線;用于加工工序簡單小型零件的轉子自動線等。
1.先確定節拍時間:不論何種制品,皆在其必須完成的恰好時間內制造。
2.單位流程:只針對一項產品,進行單位配件的搬運、裝配、加工及素材的領取。
3.先導器:制作以目視即能了解節拍時間的裝置。
4.U字型生產線:將設備依工程順序逆時針排列,并由一人負責出口及入口。
5.AB控制:只有當后工程無產品,而前工程有產品的情形,才進行工程。
6.燈號:傳達生產線流程中產品異狀的裝置。
7.后工程領取:生產線的產品要因應后工程的需求。
組成部分
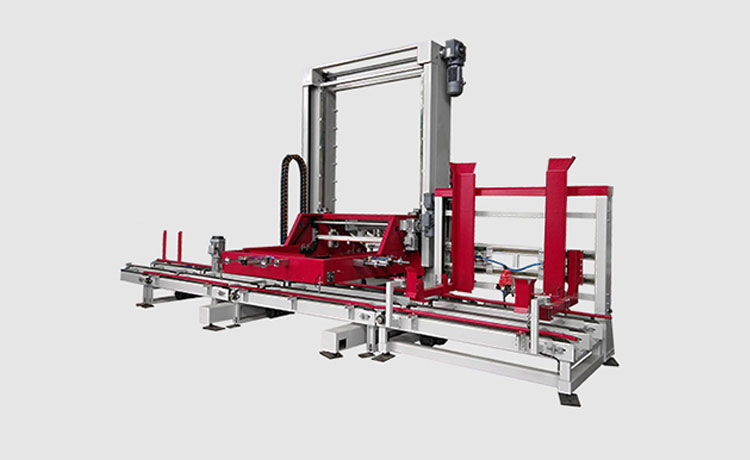
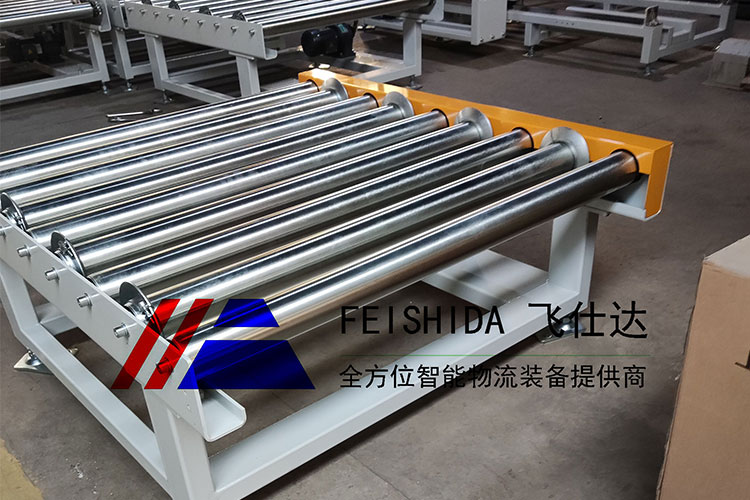
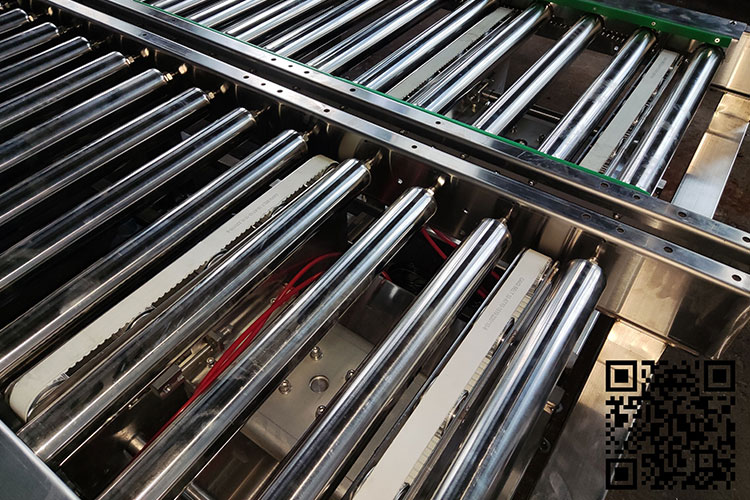
傳送系統
自動線的工件傳送系統一般包括機床上下料裝置、傳送裝置和儲料裝置。在旋轉體加工自動線中,傳送裝置包括重力輸送式或強制輸送式的料槽或料道,提升、轉位和分配裝置等。有時采用機械手完成傳送裝置的某些功能。在組合機床自動線中當工件有合適的輸送基面時,采用直接輸送方式,其傳送裝置有各種步進式輸送裝置、轉位裝置和翻轉裝置等對于外形不規則、無合適的輸送基面的工件,通常裝在隨行夾具上定位和輸送,這種情況下要增設隨行夾具的返回裝置。
控制系統
自動線的控制系統主要用于保證線內的機床、工件傳送系統,以及輔助設備按照規定的工作循環和聯鎖要求正常工作,并設有故障尋檢裝置和信號裝置。為適應自動線的調試和正常運行的要求,控制系統有三種工作狀態:調整、半自動和自動。在調整狀態時可手動操作和調整,實現單臺設備的各個動作;在半自動狀態時可實現單臺設備的單循環工作;在自動狀態時自動線能連續工作。
控制系統有“預停”控制機能,自動線在正常工作情況下需要停車時,能在完成一個工作循環、各機床的有關運動部件都回到原始位置后才停車。自動線的其他輔助設備是根據工藝需要和自動化程度設置的,如有清洗機工件自動檢驗裝置、自動換刀裝置、自動捧屑系統和集中冷卻系統等。為提高自動線的生產率,必須保證自動線的工作可靠性。影響自動線工作可靠性的主要因素是加工質量的穩定性和設備工作可靠性。自動線的發展方向主要是提高生產率和增大多用性、靈活性。為適應多品種生產的需要,將發展能快速調整的可調自動線。
